Reports
Bioprocess Tubing: Selecting the Best Fit for Your Biopharmaceutical Application
Jan
Selecting the tubing for your Bioprocess, Biopharmaceutical and Cell & Gene Therapies (CAGT) applications is crucial for ensuring the integrity and safety of your single-use assemblies. There are several key factors to consider when selecting tubing for these industries. In this article, we will discuss some of the key considerations when selecting tubing for your custom single-use assemblies. Bioprocess tubing plays a critical role in maintaining safety and efficiency in these processes.
Tubing Formulations and Bioprocess Tubing Selection
There are many types of chemical formulations for tubing. Each formulation fulfills a specific purpose for a process or application. Examples:
- Some tubing formulations can be welded
- Some tubing is made for peristaltic pump heads to withstand repeated compression
- Some formulations prevent kinks or bends in the lines for applications like Fill & Finish.
Selecting the appropriate bioprocess tubing ensures the integrity of single-use assemblies while meeting regulatory requirements.
In this article, we will cover three types of tubing used in bioprocessing:
Medical or Pharma Grade Tubing formulations are a mixture of different resins and copolymers. These recipes are extruded based on the process needs. Tubing is rated on the Shore hardness scale to measure how hard or soft a formulation is.
What is the role of the Shore Hardness Scale in bioprocess tubing? How is it measured?
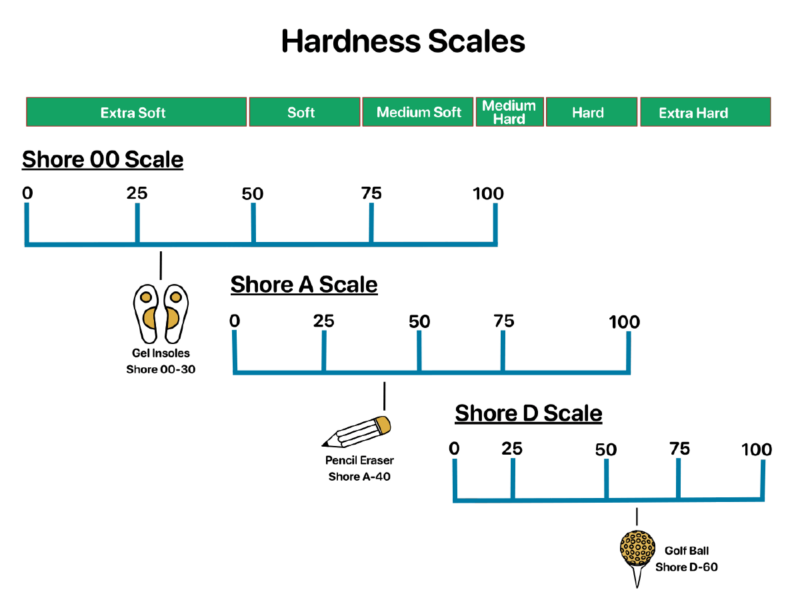
Shore hardness is a measure of the resistance of a material to indentation, providing a reference point for comparing different materials. This hardness is measured using a durometer gauge, which employs a spring-loaded steel rod to compress the surface of the sample and provide a reading. The reading ranges from 0 to 100 Shore, where 0 indicates maximum indentation (softest material) and 100 indicates almost no indentation (hardest material).
Different Shore Hardness scales exist to measure the hardness of various materials. Each scale utilizes a distinct probe/indenter shape and specific spring force. The primary scales include:
- Shore OO Scale: Measures extremely soft materials, such as gels (e.g., gel insoles).
- Shore A Scale: Covers a wide range of material types, from very soft and flexible to semi-rigid plastics with minimal flexibility.
- Shore D Scale: Measures very hard rubbers, semi-rigid, and rigid plastics (e.g., PVC pipe).
Materials can have overlapping values on different scales. For instance, a material with a Shore hardness of 95A can also have a Shore hardness of 50D.
As an example, Thermoplastic elastomers (TPEs) span all three scales, from 10 Shore OO to 72 Shore D, but the Shore A scale is the most common in bioprocess applications. Shore D is used in braided tubing for high pressure processes, but typically the higher Shore A number is published (due to overlapping scales). Braided silicone tubing typically has a softer Shore A core surrounded by a harder shell of high Shore A or low Shore D tubing.
Flexural modulus is a measure of a material’s stiffness when it is bent. It quantifies how much a material will deform under load in a bending situation. Higher flexural modulus indicates a stiffer material that resists bending. There is a correlation between Shore hardness and flexural modulus. As a Shore hardness increases, flexural modulus increases as well.
Tensile strength indicates a tubing’s resistance to breaking under stress and is directly proportional to hardness. Tensile strength is the maximum amount of stress that the tubing can withstand before it breaks when stretched or pulled. Silicone has incredible tensile strength. Some formulations can stretch 700-800% (elongate) before breaking.
Tubing Pressure and Spallation in Bioprocess Tubing
Working Pressure Versus Burst Pressure
In single-use assemblies, it is crucial to define both the required working pressure range and the burst pressure.
- Working Pressure refers to the operational pressure range of an assembly before a failure occurs.
- Burst Pressure refers to the maximum pressure that the tubing can withstand before bursting.
Burst Pressure is determined by the tubing manufacturer, but it is generally 3-4 times the working pressure (also referred to as a 4:1 safety factor). Both burst pressure and working pressure are tested at a specific temperature because the properties of the tubing material can change with different temperatures. When working with single-use assemblies, it is important to define the working pressure and temperature of each of the components (connectors, filters, etc.). The more tubing connections or filters in an assembly, the greater the risk of leaks when challenged by sudden pressure surges/pressure spikes.
Engineers use the working pressure and temperature to design single-use assemblies that can handle the required pressures and temperatures safely without a catastrophic failure (i.e. selecting braided tubing for high-pressure filtration processes). Regulatory agencies often require detailed specifications for equipment and materials used to manufacture active pharmaceutical ingredients (API). Defining the working pressures helps meet those regulatory and material requirements.
In some cases, tubing manufacturers will publish a “working pressure” versus an “operational pressure.” Working pressure is the maximum pressure that the tubing can achieve during the process while operating pressure refers to the maximum pressure when nothing is flowing through the tubing (pressure under stasis). Working pressure is typically 10% less than operating pressure.
In some high-pressure applications, the number of tubing connections is a risk for failure. The tubing may meet the pressure of the process, but every connection represents a potential failure area. To meet the needs of these higher-pressure applications, the use of overmolded assemblies (silicone over-mold) is employed. Also, in some downstream applications, connections/hose barbs can create eddying effects, which can affect sensor readings. Over-molded assemblies ensure a smooth tubing bore throughout the fluid path. ProA Pure can make silicone and braided silicone overmolded assemblies for these high-pressure and smooth-bore applications.
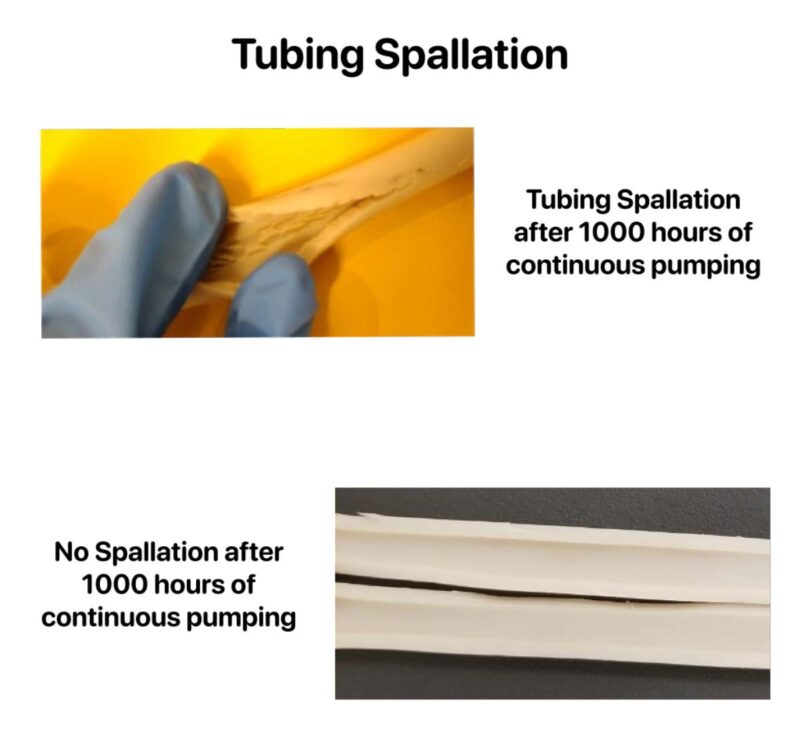
Tubing Spallation
Spallation is the process when fragments or particles of the tubing are shed into the fluid path due to stress onto the tubing. Tubing spallation most commonly occurs in peristaltic pumps. Tubing is continuously flexed and over-compressed to make a seal to create a vacuum that moves fluid through the tubing (known as occlusion). This repeated stress can cause Spallation. Spallation can be avoided by knowing how much time a process takes to complete. Many TPEs can be used in pumps for a short period of time (6-12 hours or longer) while silicone can do greater than 24 hours of continuous pumping. There are also special tubing formulations that are classified as “Pump-Resistant Tubing” such as STA-PURE by GORE. These formulations are made for continuous pumping over a period of weeks.
Tubing Materials
Tubing Extrusion & Testing
For pharmaceutical and medical applications, the purity and integrity of materials are paramount. ProAnalytics only uses a pharmaceutical-grade tubing product which is extruded in ISO 7 clean rooms. Our vendors test to current USP standards and full validation packages are available. Validation packages contain testing and animal component-derived free statements (USP Class VI, ISO 10993, ACDF, etc.).
Pharmaceutical-Grade Silicone Tubing
Silicone has been in the medical and biopharmaceutical industries for over 50 years. Silicone offers excellent biocompatibility, chemical resistance, and high elastomeric and tensile strength properties for peristaltic pumps. Silicone is chemically inert, so it is compatible with harsh chemicals. Silicone tubing can also handle extreme temperatures (200-450º C) and has no melting point – meaning that the chemical structure has been altered and cannot be re-melted.
Plastics that cannot be re-melted are called thermosets. Silicone is a thermoset elastomer and cannot be welded together like a thermoplastic (i.e. TPE tubing). Most silicone tubing falls between 25 and 80 Shore A. There are three main types of silicone tubing:
1. Hydrogen Peroxide Cured Silicone
2. Platinum Cured Silicone
3. Braided Silicone
Silicone tubing is manufactured through two methods:
1. Peroxide curing
2. Platinum curing
Each method affects the chemical properties of the cured silicone rubber, leading to distinct characteristics in the final product. Each curing method has its advantages and trade-offs, making the choice dependent on the specific requirements of the application.
Peroxide-Cured Silicone Tubing
Production Process: Uses lower temperatures, simplifying operations.
Cost: More cost-effective due to cheaper, readily available raw materials.
Lifespan: Extended shelf and usage life.
Appearance: Tends to yellow over time due to peroxide catalyst.
Applications: Suitable for general uses where discoloration is not an issue.
Cons: Peroxide catalyst (2-4 dichlorobenzoyl acid) is a Leachable (free radical), tubing will yellow over time, generally used in the Food & Beverage industries.
Platinum-Cured Silicone Tubing
Production Process: Requires higher temperatures for curing.
Purity: Offers high purity with no yellowing over time.
Strength: Higher tensile and tear strength compared to peroxide-cured silicone.
Applications: Preferred in biopharmaceutical, pharmaceutical, and food and beverage industries due to the lack of peroxide byproducts and a low Extractable/Leachable profile.
Cons: No gas barrier and extrusion costs (platinum catalyst, high temperature extrusion machines, etc.).
Braided silicone tubing can be either peroxide-cured or platinum-cured tubing. Braided silicone is designed for higher pressure applications, and platinum-cured braided silicone is the standard for bioprocessing. The inner core of the tubing is typically a softer silicone (around 50 Shore A hardness) and surrounded by a braided outer shell that is slightly harder (around 60-80 Shore A or 0-25 Shore D – overlapping scales). ProAnalytics can also build braided platinum-cured silicone tubing overmolded assemblies.
Elastomeric Tubing in Biopharmaceuticals
Thermoplastic Elastomer (TPE) and Thermoplastic Vulcanizate (TPV) are popular choices for bioprocess tubing due to their flexibility, chemical resistance, gas barrier properties, and the ability to weld under high temperatures to itself. TPEs are elastomeric tubing that combines the properties of rubber with plastic to mimic the flexibility of rubber. Thermoplastics are the opposite of thermosets in that thermoplastics can be re-melted and recycled.
TPE tubing is most commonly used in single-use assemblies for routine fluid transfers in bioprocess and biomanufacturing applications. TPVs are used in demanding chemical environments as well as repeat stress forces of peristaltic pumps, and offer an excellent hardness for pump applications. It is important to note that TPV is a member of the TPE family (a thermoplastic). TPVs and TPEs do not contain phthalates (Di(2-ethylhexyl)phthalate (DEHP)), bisphenol A (BPA), or latex which are Extractables and/or Leachables.
Thermoplastic Elastomers (TPE) Such as C-Flex or Flexelene
TPEs are one of the most prevalent formulations stretching across multiple industries – from the soft rubber handle on a hairbrush to medical-grade tubing used in bioprocessing. Biopharmaceutical TPE tubing needs to meet the regulatory requirements demanded in bioprocessing: gas barrier properties, Extractable/Leachable profile, non-kink formulations for filling lines, etc. Medical or Pharmaceutical-Grade TPEs are made of proprietary copolymers typically containing polypropylene. TPEs do not require any curing or vulcanization during extrusion.
TPE Tubing is a lower-cost alternative to silicone for many biopharma applications, including:
- Fluid, buffer/media, and solvent transport
- Single-use assemblies
- Peristaltic pump applications
- Sterile connection and disconnection by welding or connectors using aseptic tube welders
- Applications where biocompatibility is required
TPE Tubing Benefits
- Low extractables, great biocompatibility
- Good chemical resistance
- 6 – 24 hours of pumping before spallation
- Good clarity; stable clarity after sterilization
- A comprehensive validation package to accelerate qualification
- Extrusion requires no curing or vulcanization
Thermoplastic Vulcanizates (TPV)
TPVs are a high-performance thermoplastic elastomer (TPE) that combines the elastic properties of rubber with the processing ease of plastics. Medical-grade thermoplastic vulcanizates (TPVs) are made from a blend of ethylene propylene diene monomer (EPDM) rubber and polypropylene plastic. The rubber component is vulcanized during the manufacturing process, enhancing the tubing’s overall performance.
The most common TPV is derived from Santoprene and is known for its characteristic yellow color. EJ Prene, PharMed BPT, and FlexRite APT tubing are examples of TPV. TPV tubing can withstand higher temperature environments compared to standard TPE, making it suitable for processes that involve elevated temperatures (Steam In Place/SIP).
TPV tubing exhibits excellent durability and can endure continuous compression and decompression cycles, a common requirement in peristaltic pump applications. It is compatible with a wide range of chemicals, ensuring it can be used with various fluids without degradation or contamination, and can be sterilized by autoclave, gamma, or gas. However, some TPV tubing can absorb moisture over time (hygroscopic).
TPV Tubing Benefits
- Low extractables, great biocompatibility
- Excellent chemical resistance
- Greater than 24h of continuous pumping
- More expensive than TPE due to the vulcanization/curing process
- Can be used in high-temperature applications
- A comprehensive validation package to accelerate qualification
If you need help selecting tubing for your process, please feel free to contact us. Our TPE tubing welds easily to C-Flex or AdvantaPure tubing (inquire for a sample). ProAnalytics engineers are well-versed in upstream and downstream biomanufacturing processes. If you need an autoclavable bioreactor kit or an over-molded braided silicone assembly for your high-pressure TFF application, we are here to help!